1969 Mustang Engine Information – 351 cubic inch V-8 (5.8 L Cleveland V8)
The 351 Cleveland Engine
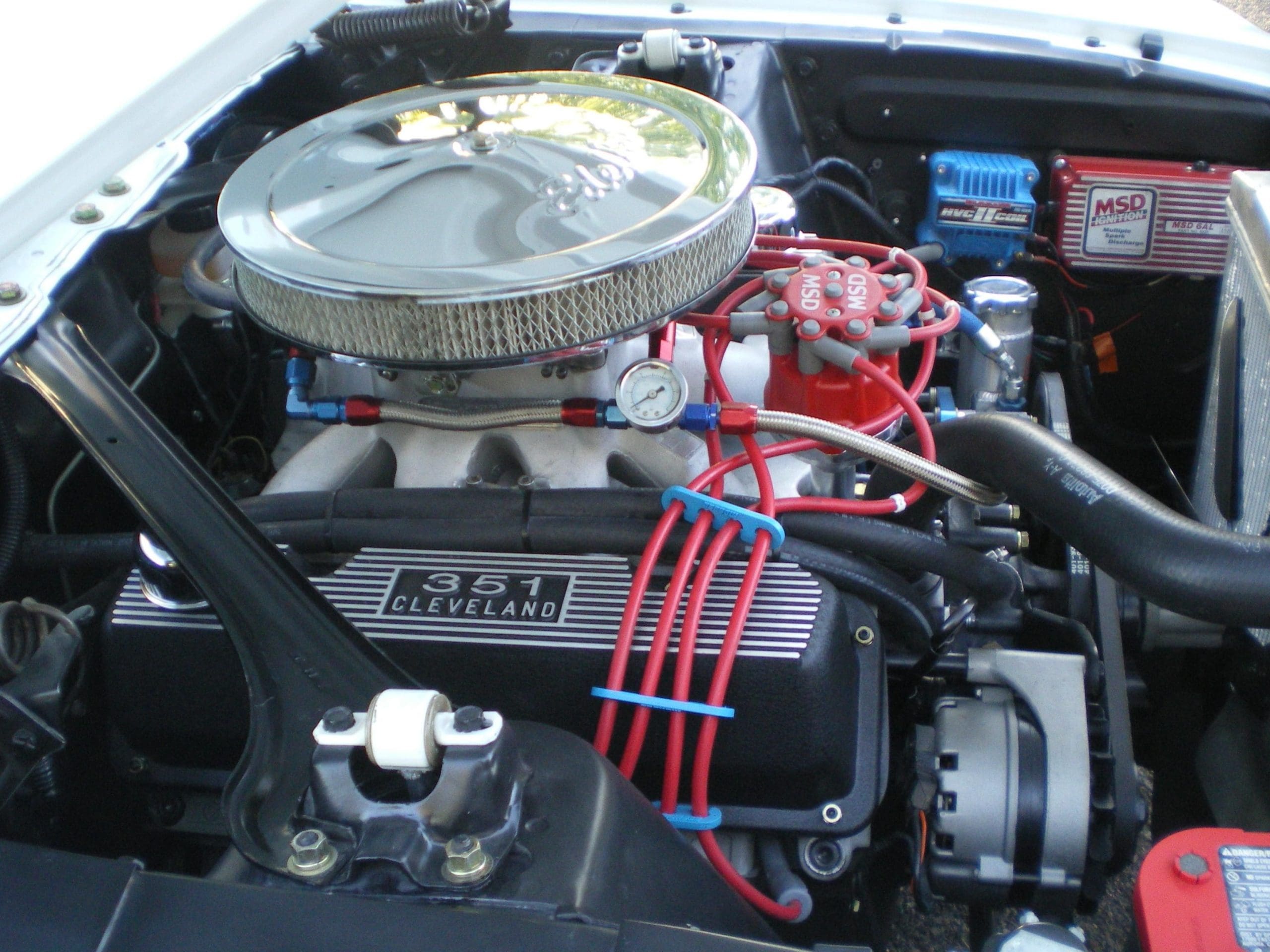
The 351 Cleveland engine is one of the engines in the 335 FORD series of engines. Other engines in this series are the 351 Cleveland Boss, 351 Cleveland HO, 351 M and the 400 series.
The C behind the engine denotes the place of manufacture – Cleveland, Ohio. As opposed to a 351 W where the “W” stands for Windsor, Canada its birthplace. Now to clarify the “M” located behind some of the 400 series engines. It does not stand for ‘Modified” or “Michigan” as most people think. It is simply a suffix added to denote a different engine from the Cleveland and Windsor.
No Subscription? You’re missing out
Get immediate ad-free access to all our premium content.
Get Started