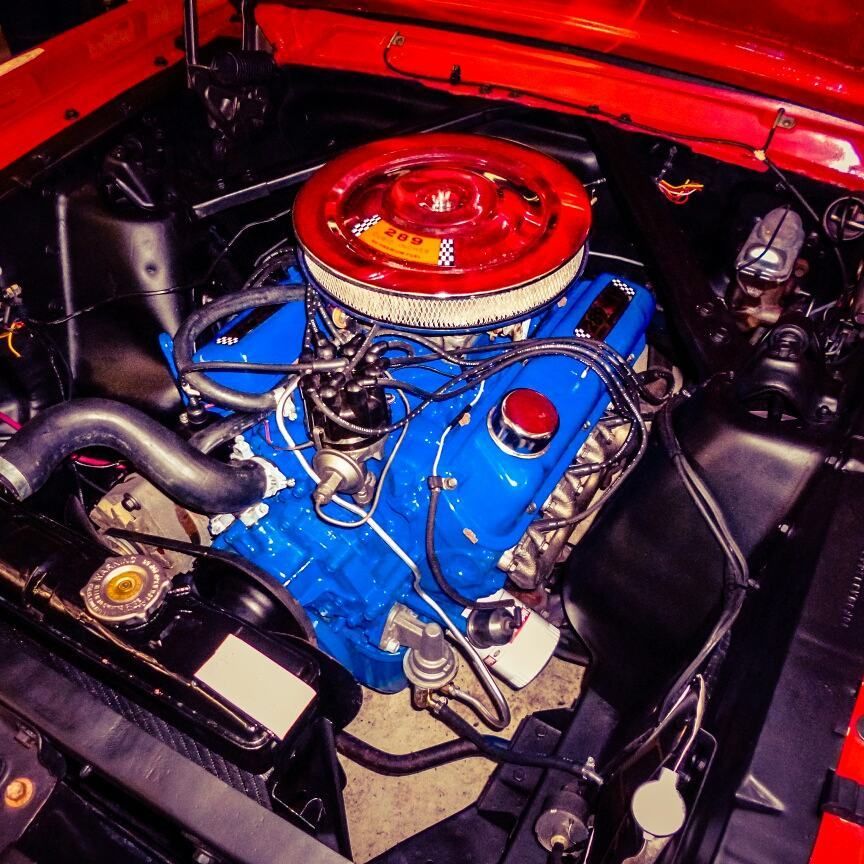
1966 Mustang Engine Information – 289 cubic inch V-8 (4.7 L Windsor V8)
The 289 Windsor V8
This is Ford’s V8 90 degree overhead valve engine that everyone wanted in the first few Mustang years. It was dependable, economical to maintain, had adequate power and was easily modified.
In 1965 through 1966, you could get the 289 in either a 2 barrel or four barrel version. If you wanted the two barrel setup, you received an Autolite 2100 equipped with an automatic choke. If you wanted the “D” coded car in 1964 & 1965 you received an Autolite 4100 (4V) equipped with an automatic choke. If Your car had the “A” code, from 1965 – 1967 the engine was equipped with an Autolite 4100 (4V – 1965-66) and in 1967 it received an Autolite 4300-A (4V) square bore base with an automatic choke. For those power hungry individuals that ordered a “K” car the Autolite 4100 (4V) with an automatic choke was installed. In 1965 & 1966 they went to a manual choke. Shelby GT350’s were blessed or cursed (opinions waver) with a Holley 4160-C 4V and a manual choke.
No Subscription? You’re missing out
Get immediate ad-free access to all our premium content.
Get Started